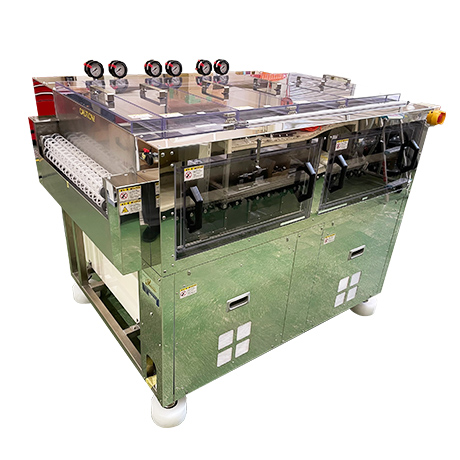
Buff dressing machine
Restore buffing accuracy like a cylindrical accuracy and a revive grinding power.
This is a special machine for dressing (outer surface preparation roll surface cleaning) of Buffing rolls for PCB polishing. A special device/function reduces the time required to restore buffing performance after dressing.
Features
- Can be operated to dress buffs without stopping the production line.
- High level of surface preparation, High performance for cleaning dress is possible.

Specification
| Available buff diameter and length | 610 – 710mm (φ125 – φ150) |
|---|---|
| Available buff type | Type of non-woven fabric ... wheel type, flap type Ceramics type |
| Scrubbing system type | diamond tools (wheel) dry polishing |
| Machine weight | 400kg |
| Electric power | 3 phases 200V 3kw (Machine itself 2kw) single phase 100V 1.1kw (Equipped single phase vacuum cleaner) |
*Specifications are subject to change without notice for improvement.